
Conveyor Design: Engineering Efficient Warehouse Systems
Share on
Modern warehouse operations demand material handling systems that combine efficiency, reliability, and adaptability. Effective conveyor design represents the backbone of automated distribution centres, enabling seamless product flow from receiving through to dispatch. As warehouses face increasing pressure to handle higher volumes with greater accuracy, the engineering principles behind conveyor systems have evolved to meet complex operational requirements. Understanding these design fundamentals helps logistics professionals make informed decisions that directly impact throughput, safety, and long-term operational costs.
Engineering Foundations for Modern Conveyor Systems
The technical approach to conveyor design begins with understanding the fundamental relationship between system capacity, material characteristics, and operational objectives. Engineers must evaluate multiple variables simultaneously to create systems that perform reliably under real-world conditions.
Capacity Planning and Throughput Requirements
Accurate capacity planning forms the cornerstone of successful conveyor design. This process requires detailed analysis of peak operational demands, product mix variations, and future growth projections. Facilities handling 5,000 units per hour during standard operations must design systems capable of managing surge periods potentially reaching 7,500 units or more.
Key capacity considerations include:
- Maximum and average product weights across all SKU categories
- Dimensional variability within the product portfolio
- Peak period frequency and duration patterns
- Seasonal volume fluctuations and promotional impacts
- Integration points with automated warehouse systems and picking zones
Material flow modelling enables designers to identify potential bottlenecks before installation. Simulation software reveals how different conveyor speeds, merge points, and accumulation strategies affect overall system performance. This predictive approach minimizes costly modifications during commissioning phases.
The relationship between belt speed and process requirements deserves particular attention, as outlined in essential engineering principles for conveyor design. Matching conveyor velocity to upstream and downstream processes prevents jamming, ensures smooth transfers, and maintains product integrity throughout the handling sequence.

Critical Design Principles for Operational Excellence
Implementing proven design principles transforms theoretical specifications into high-performing conveyor systems. These principles address the practical realities of warehouse environments where reliability determines profitability.
Belt Selection and Material Compatibility
Belt specification represents one of the most consequential decisions in conveyor design. The belt material, texture, and construction directly influence product handling capability, maintenance requirements, and operational lifespan. Food and beverage operations require materials that meet strict hygiene standards, whilst heavy manufacturing applications demand high-tensile strength constructions.
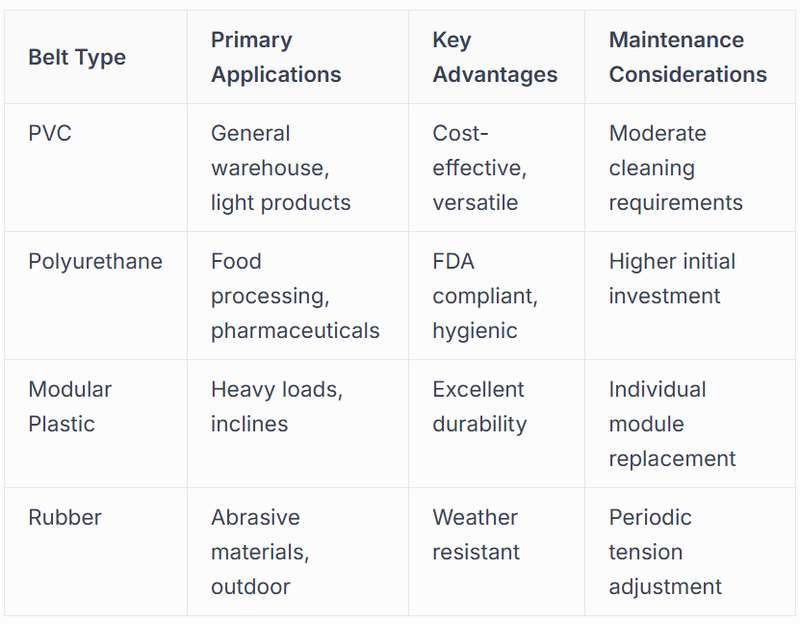
The hygienic design of belt conveyors becomes paramount in food industry applications where contamination risks must be eliminated. Design choices affecting accessibility, drainage, and material selection prevent bacterial growth and simplify sanitation protocols. These considerations extend beyond belt materials to include frame construction, support structures, and component placement.
Accumulation Strategy and Product Flow Control
Effective accumulation zones maintain continuous flow whilst accommodating variations in upstream and downstream processing speeds. Zero-pressure accumulation prevents product damage by creating zones where items contact gently without compression forces. This approach proves essential for handling fragile goods, packaged foods, or products with varying compression tolerances.
Dynamic accumulation systems adjust conveyor section speeds based on real-time sensor feedback. When downstream processes slow, upstream sections reduce velocity whilst maintaining product spacing. This intelligent control strategy integrates seamlessly with warehouse automation technologies to optimize overall facility performance.
Designers must plan accumulation capacity based on the longest anticipated downstream delay. A packaging line requiring three-minute changeovers necessitates sufficient accumulation to buffer products arriving during that interval. Under-designed accumulation zones force upstream shutdowns, whilst excessive capacity wastes valuable floor space and capital.
Safety Standards and Compliance Requirements
Regulatory compliance and workplace safety constitute non-negotiable elements of professional conveyor design. Modern facilities must adhere to rigorous standards that protect personnel whilst maintaining operational efficiency.
The ASME B20.1-2024 safety standard for conveyors establishes comprehensive guidelines covering design, construction, installation, operation, and maintenance practices. These requirements address emergency stop systems, guarding specifications, warning signage, and maintenance access protocols. Compliance ensures legal protection whilst creating safer working environments for warehouse staff.
Designing Safety Into Every System Component
Safety considerations extend far beyond regulatory minimums when designing safety into conveyor systems from initial concept through final installation. Proactive safety design identifies potential hazards and implements engineered solutions rather than relying solely on administrative controls or personal protective equipment.
Essential safety design elements include:
- Emergency stop devices positioned at maximum 10-metre intervals along conveyor runs
- Guarding for all pinch points, nip points, and rotating components
- Lockout/tagout provisions for maintenance and service activities
- Clear sightlines enabling operators to monitor system operation
- Adequate lighting levels meeting or exceeding 500 lux at working surfaces
- Audio-
- warning systems for startup sequences
Access provisions warrant careful consideration during the design phase. Maintenance personnel require safe access to motors, drives, bearings, and belt tracking mechanisms. Common specification errors identified in conveyor design mistakes include inadequate access platforms, utilities placement blocking service points, and insufficient clearances for component removal.

Integration With Automated Warehouse Environments
Contemporary conveyor design rarely exists in isolation. Systems must integrate seamlessly with robotics, sortation equipment, automated storage and retrieval systems, and warehouse management software to create cohesive operational ecosystems.
Control System Architecture and Communication Protocols
Modern conveyor systems function as intelligent components within larger automation networks. Programmable logic controllers (PLCs) manage individual conveyor sections whilst communicating with supervisory control systems coordinating facility-wide operations. This hierarchical control architecture enables real-time decision-making and adaptive responses to changing conditions.
Communication protocols determine how conveyors exchange data with other automation equipment. Ethernet/IP, Profinet, and Modbus TCP protocols facilitate high-speed data exchange supporting advanced functionalities. Sensor data, motor status, fault conditions, and performance metrics flow continuously between control layers, enabling predictive maintenance and optimization opportunities.
Integration with goods-to-person automation requires precise timing and positioning control. Conveyors delivering totes or cartons to robotic picking stations must achieve positional accuracy within millimetres whilst maintaining target cycle times. Vision systems, barcode readers, and RFID technology provide position feedback enabling this precision.
For warehouses seeking to implement automation progressively, starter solutions provide accessible entry points. The Automate-X GTP Starter Grid demonstrates how intelligently designed conveyor systems integrate with goods-to-person technology, offering small and medium businesses a practical pathway to enhanced picking productivity without overwhelming capital requirements.
Material Flow Optimization Through System Design
Conveyor layout configuration profoundly impacts material flow efficiency. Linear arrangements suit simple point-to-point transfers, whilst complex distribution operations require sophisticated network designs incorporating merges, diversions, and sortation capabilities.
Merge conveyor design demands particular attention to prevent product collisions and maintain throughput. Dynamic merge control systems use sensors and variable-speed drives to create gaps between products from different infeed lines. This technology ensures smooth consolidation without manual intervention or reduced line speeds.
Diverter mechanisms route products to designated destinations based on real-time data from warehouse management systems. Pusher diverters, pop-up wheels, and sliding shoe sorters each offer distinct advantages depending on product characteristics, throughput requirements, and accuracy specifications. Selection criteria must account for maintenance accessibility, spare parts availability, and lifecycle costs beyond initial purchase price.
Maintenance Accessibility and Lifecycle Performance
The most sophisticated conveyor design fails without adequate provisions for ongoing maintenance and service. Designers must balance operational requirements against maintenance realities to ensure sustained performance throughout system lifecycles.
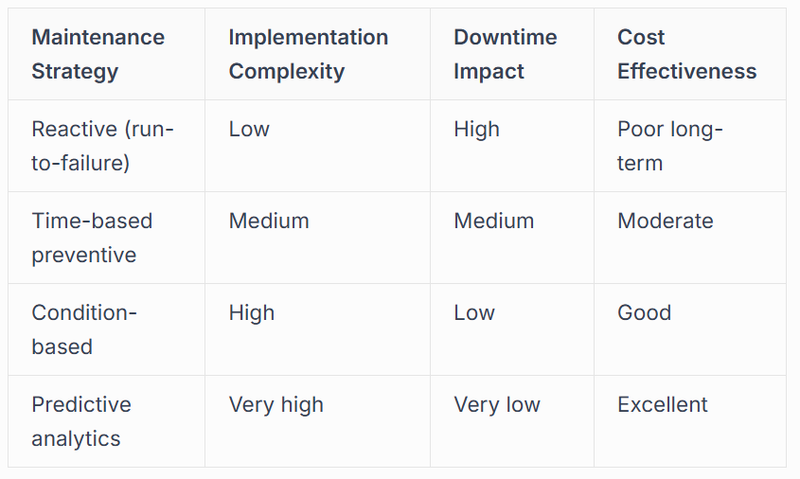
Predictive Maintenance and Performance Monitoring
Advanced conveyor systems incorporate sensors monitoring critical parameters including motor current, bearing temperature, belt tracking, and vibration signatures. Deviation from established baseline values triggers alerts enabling intervention before catastrophic failures occur. This predictive approach minimizes unplanned downtime whilst optimizing maintenance resource allocation.
Data analytics platforms aggregate performance metrics across entire conveyor networks. Trending analysis reveals gradual degradation patterns invisible during routine inspections. Belt wear rates, bearing life expectancy, and motor efficiency degradation become quantifiable, supporting evidence-based replacement scheduling rather than arbitrary preventive maintenance intervals.
Component standardization simplifies maintenance operations and reduces spare parts inventory requirements. Specifying common motor sizes, drive types, and bearing configurations across multiple conveyor sections enables maintenance teams to stock fewer unique components whilst maintaining operational readiness. This standardization strategy particularly benefits multi-site operations seeking consistency across facilities.
Environmental Considerations and Energy Efficiency
Modern conveyor design increasingly emphasizes environmental sustainability alongside operational performance. Energy consumption, noise levels, and material recyclability factor into specification decisions reflecting corporate sustainability commitments and operational cost management.
Energy-Efficient Drive Systems
Variable frequency drives (VFDs) enable precise motor speed control whilst reducing energy consumption during partial-load operation. Conveyors running at reduced speeds during low-volume periods consume proportionally less power, generating measurable utility cost savings. VFDs also provide soft-start capabilities reducing mechanical stress and extending component lifecycles.
Motor efficiency ratings directly impact operational costs over multi-year operating periods. IE3 and IE4 efficiency motors command premium pricing but deliver lower energy consumption justifying the investment through reduced operating expenses. Total cost of ownership calculations should include projected energy costs across anticipated system lifespans when evaluating motor specifications.
Regenerative braking technology captures kinetic energy during deceleration phases, feeding power back into facility electrical systems. Downward-sloping conveyor sections particularly benefit from regenerative drives, transforming gravitational potential energy into usable electricity rather than dissipating it as heat through mechanical braking systems.

Specification Development and Documentation Standards
Professional conveyor design requires comprehensive documentation communicating design intent, performance specifications, and operational parameters to all project stakeholders. Clear specifications prevent misunderstandings, establish accountability, and provide reference baselines for commissioning verification.
Performance Specifications and Acceptance Criteria
Performance specifications must define measurable criteria enabling objective assessment during commissioning and acceptance testing. Vague requirements stating conveyors shall "operate reliably" provide no enforceable standards. Specific metrics including minimum throughput rates, maximum jam frequency, and positional accuracy tolerances create verifiable benchmarks.
Critical specification elements include:
- Rated capacity in units per hour under defined product conditions
- Maximum and minimum product dimensions and weights
- Belt speed range and acceleration/deceleration rates
- Accumulation capacity in linear metres or unit count
- Mean time between failures (MTBF) targets
- Noise level limits at operator positions
- Electrical power requirements and consumption targets
Documentation packages should include detailed layout drawings, electrical schematics, bill of materials, maintenance procedures, and safety risk assessments. These documents support installation contractors, maintenance personnel, and future modification projects. Digital formats enable version control and facilitate updates reflecting as-built conditions and operational modifications.
Industry standards provide templates ensuring comprehensive coverage. The CEMA standard for belt conveyor design establishes recognized practices for component selection, installation methods, and performance verification. Referencing established standards in specifications ensures common understanding between designers, suppliers, and facility operators.
Industry-Specific Design Considerations
Different warehouse sectors impose unique requirements influencing conveyor design approaches. Recognizing these sector-specific demands ensures systems align with operational realities and regulatory requirements.
Cold Storage and Temperature-Controlled Environments
Pharmaceutical and food distribution facilities operating in temperature-controlled environments require specialized conveyor designs accommodating extreme conditions. Components must withstand thermal cycling, condensation, and reduced lubrication effectiveness without performance degradation.
Material selection becomes critical in sub-zero environments where standard plastics become brittle and conventional lubricants solidify. Stainless steel construction, food-grade lubricants, and cold-rated electrical components ensure reliable operation. Thermal expansion considerations influence frame design, preventing binding or misalignment as temperatures fluctuate during defrost cycles.
Humidity control in cold-storage facilities creates condensation challenges. Conveyor designs must incorporate drainage provisions preventing water accumulation whilst avoiding contamination risks. Sealed bearing assemblies, corrosion-resistant fasteners, and regular inspection protocols maintain system integrity despite harsh operating conditions.
Future-Proofing Through Modular Design Approaches
Warehouse requirements evolve as businesses grow, product mixes change, and technologies advance. Conveyor designs incorporating modularity and flexibility accommodate future modifications without complete system replacements.
Modular conveyor sections standardized in 1.5-metre or 3-metre lengths enable reconfiguration supporting layout changes. Quick-disconnect electrical connections and bolted mechanical joints facilitate modifications by in-house maintenance teams without specialized contractors. This flexibility proves particularly valuable for third-party logistics providers serving multiple clients with varying requirements.
Spare capacity in control systems and power distribution supports future expansion. Specifying PLCs with 25% unused input/output capacity and electrical panels sized for additional circuits enables incremental system growth. Though requiring slightly higher initial investment, this approach avoids costly retrofits when expansion opportunities emerge.
Integration with industrial robotics and emerging technologies requires forward-thinking design. Provisions for future sensors, communication networks, and robotic interfaces ensure systems remain relevant as automation sophistication increases. Collaborative planning between conveyor designers and automation specialists identifies these future requirements before construction commences.
Understanding the broader context of conveyor systems in warehouse automation helps facilities develop comprehensive automation strategies where conveyors function as enabling infrastructure supporting higher-level automation technologies rather than standalone solutions.
Successful conveyor design balances engineering fundamentals, safety requirements, operational demands, and future adaptability to create material handling systems delivering sustained value throughout extended operational lifespans. Whether implementing initial automation or expanding existing capabilities, partnering with experienced integration specialists ensures designs translate into high-performing reality. Automate-X combines conveyor engineering expertise with comprehensive warehouse automation knowledge, helping logistics operations across New Zealand and Australia design, implement, and optimize material handling systems that drive measurable productivity improvements and support scalable growth.