
Conveyor System Solutions for Modern Warehouses
Share on
Modern warehouse operations demand efficiency, accuracy, and scalability across every stage of the supply chain. Conveyor system solutions have emerged as a cornerstone technology for businesses seeking to optimize material handling, reduce labour costs, and maintain competitive advantages in increasingly demanding logistics environments. Whether supporting e-commerce fulfilment, manufacturing distribution, or cold-storage operations, these systems provide the mechanical backbone that keeps products flowing smoothly from receiving docks to shipping bays.
Understanding Conveyor System Solutions in Warehouse Automation
Conveyor system solutions encompass a diverse range of mechanical handling equipment designed to transport materials, products, and packages across warehouse facilities with minimal manual intervention. These systems integrate seamlessly with broader warehouse automation technologies to create comprehensive material handling ecosystems.
The fundamental purpose of these solutions extends beyond simple transportation. Modern conveyor implementations serve multiple strategic functions:
- Material flow optimization across receiving, storage, picking, and dispatch zones
- Labour reduction by eliminating manual product movement between operational areas
- Throughput enhancement through continuous, high-speed product handling
- Accuracy improvement via integrated scanning, sorting, and verification systems
- Workplace safety by removing heavy lifting and repetitive movement tasks
According to research from Fortune Business Insights, the global conveyor systems market continues to experience substantial growth driven by increasing automation adoption across warehouse and distribution sectors. This expansion reflects the proven return on investment that properly designed conveyor system solutions deliver for logistics operations.

Core Components of Modern Conveyor Systems
Every conveyor system solution comprises several interconnected components that work together to achieve reliable material transport. Understanding these elements helps warehouse managers evaluate system capabilities and integration requirements.
Conveyor Framework Elements:
- Drive mechanisms - motors, gearboxes, and power transmission systems
- Conveying medium - belts, rollers, chains, or slats depending on application
- Support structures - frames, legs, and mounting hardware
- Control systems - programmable logic controllers (PLCs) and automation interfaces
- Safety equipment - emergency stops, guards, and sensor systems
The selection and configuration of these components directly impact system performance, maintenance requirements, and total cost of ownership. Integration with warehouse management systems (WMS) and enterprise resource planning (ERP) platforms enables real-time tracking and intelligent routing decisions.
Types of Conveyor System Solutions for Different Applications
Warehouse operations vary significantly across industries, requiring specialized conveyor system solutions tailored to specific product characteristics, throughput demands, and operational constraints. Selecting the appropriate conveyor type represents a critical decision that affects long-term productivity and scalability.
Belt Conveyors for General Purpose Material Handling
Belt conveyor systems utilize continuous belts stretched across multiple pulleys to transport products of various sizes and weights. These versatile solutions accommodate everything from small parcels to larger cartons and totes.
Key advantages:
- Smooth, quiet operation suitable for noise-sensitive environments
- Gentle handling for fragile or delicate products
- Flexible routing with inclines, declines, and curves
- Cost-effective installation and maintenance
- Compatible with merge, divert, and sorting equipment
Belt conveyors excel in e-commerce fulfilment centres, pharmaceutical distribution, and food and beverage operations where product protection remains paramount. The global conveyor systems market analysis indicates that belt conveyor applications continue to dominate warehouse and distribution segments.
Roller Conveyors for Heavy-Duty Applications
Roller conveyor systems feature cylindrical rollers mounted on axles across a frame, creating a surface that allows products to glide with minimal friction. Available in both powered and gravity-assisted configurations, these systems handle heavier loads with exceptional durability.

Manufacturing and 3PL operations frequently deploy roller conveyors for pallet handling, case sorting, and automated storage and retrieval system (AS/RS) interfaces.
Chain Conveyors for Extreme Environments
Chain conveyor systems employ metal chains to pull products along specialized tracks, offering superior durability in harsh conditions. These solutions withstand extreme temperatures, moisture, chemicals, and heavy impacts that would damage other conveyor types.
Cold-storage facilities, food processing plants, and automotive manufacturing environments rely on chain conveyors to maintain continuous operation despite challenging conditions. The robust construction ensures reliable performance in freezer warehouses operating at temperatures below -20°C.

Strategic Benefits of Implementing Conveyor System Solutions
Warehouse operators face mounting pressure to reduce costs while simultaneously improving service levels and expanding capacity. Conveyor system solutions address these competing demands through multiple operational improvements that compound over time.
Throughput Enhancement and Capacity Optimization
Manual material movement imposes inherent speed limitations that restrict warehouse throughput regardless of available labour. Conveyor systems eliminate these constraints by maintaining consistent product flow at speeds far exceeding manual handling capabilities.
Measured improvements include:
- Throughput increases of 200-400% compared to manual operations
- Reduced cycle times from receiving to shipping
- Enhanced order processing capacity without facility expansion
- Improved inventory turnover through faster product movement
These gains translate directly to revenue opportunities, particularly for e-commerce and 3PL operations managing peak seasonal demands. The ability to process higher order volumes without proportional labour increases provides significant competitive advantages.
Labour Cost Reduction and Workforce Reallocation
Labour represents the single largest operating expense for most warehouse facilities. Conveyor system solutions reduce labour requirements while simultaneously improving workplace safety by eliminating repetitive physical tasks.
Rather than simply reducing headcount, forward-thinking operations redeploy workers from low-value transport tasks to higher-value activities such as quality control, exception handling, and customer service. This workforce optimization improves both operational efficiency and employee satisfaction.
According to insights from OG Analysis, warehouse and distribution applications drive conveyor system adoption specifically due to proven labour cost savings and productivity improvements.
Accuracy and Quality Improvements
Integrated scanning, weighing, and verification systems transform conveyor system solutions into intelligent quality control checkpoints. Every product passing through the system can be automatically verified against order specifications, flagging discrepancies before they reach customers.
Quality enhancement capabilities:
- Barcode scanning for product identification and routing
- Dimensional weighing to detect picking errors
- Automated sortation ensuring correct product destinations
- Real-time inventory tracking and location management
- Exception handling alerts for damaged or mislabeled items
These quality improvements reduce returns, increase customer satisfaction, and minimize the costly rework associated with shipping errors.
Integration Strategies for Conveyor System Solutions
Successful conveyor implementations require thoughtful integration with existing warehouse systems, processes, and infrastructure. Isolated conveyor installations deliver limited value compared to fully integrated solutions that orchestrate material flow across the entire facility.
Warehouse Management System Integration
Modern conveyor system solutions connect directly to WMS platforms, enabling real-time coordination between physical material movement and digital inventory management. This integration creates closed-loop systems where physical reality and digital records remain perpetually synchronized.
Integration capabilities include:
- Automated order release to picking zones based on conveyor capacity
- Dynamic routing decisions responding to downstream congestion
- Real-time tracking of product location throughout the facility
- Performance monitoring and predictive maintenance alerts
- Exception management workflows for damaged or mislabeled products
The synergy between conveyor automation and WMS creates operational visibility that manual systems cannot match. Managers gain immediate insights into bottlenecks, inefficiencies, and optimization opportunities.
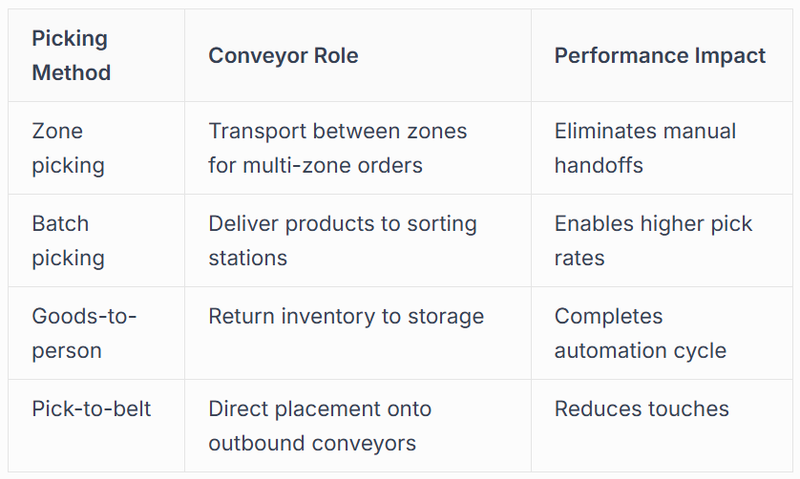
Picking System Coordination
Conveyor system solutions serve as critical connectors between various order picking system options deployed across modern warehouses. Whether supporting zone picking, batch picking, or goods-to-person automation, conveyors orchestrate product flow between picking stations and consolidation areas.
For operations considering goods-to-person automation, the Automate-X GTP Starter Grid provides an accessible entry point that integrates seamlessly with conveyor infrastructure to create complete picking solutions without overwhelming capital requirements.
Sortation and Routing Capabilities
Advanced conveyor system solutions incorporate automated sortation equipment that directs products to appropriate destinations based on order specifications, carrier requirements, or warehouse zones. Common sortation technologies include:
- Sliding shoe sorters - gentle diversion for fragile products
- Pop-up wheel sorters - high-speed sortation for parcels and cartons
- Pusher sorters - cost-effective routing for larger items
- Tilt-tray sorters - precision handling for irregular shapes
Sortation integration enables single-item flow where products move individually from picking to packing without batching, dramatically reducing order cycle times and enabling same-day shipping capabilities.
Design Considerations for Optimal Conveyor System Performance
Effective conveyor system solutions emerge from careful planning that balances immediate operational needs with future scalability requirements. Design decisions made during initial implementation affect performance, maintenance costs, and expansion capabilities for decades.
Capacity Planning and Throughput Modeling
Accurate capacity planning requires detailed analysis of current and projected throughput across different time periods. Peak seasonal demands, daily order patterns, and product mix variations all influence system sizing requirements.
Critical planning metrics:
- Units per hour (UPH) during average and peak periods
- Product dimensions, weights, and packaging characteristics
- Order profiles including lines per order and order complexity
- Operating schedule including shifts and seasonal patterns
- Growth projections over 5-10 year planning horizon
Conservative capacity planning provides operational headroom that prevents bottlenecks during unexpected demand spikes. Research from GII Research suggests that forward-thinking capacity planning represents a key driver in conveyor system market growth across warehouse applications.
Space Optimization and Layout Design
Warehouse space commands premium costs in most markets, making efficient conveyor routing essential for maximizing facility utilization. Modern conveyor system solutions leverage vertical space through multi-level designs and overhead installations that preserve valuable floor space for storage and value-added activities.
Three-dimensional layout planning considers:
- Receiving and shipping dock configurations
- Storage area access requirements
- Picking zone locations and capacities
- Packing station placements
- Returns processing workflows
Computer-aided design (CAD) modeling and material flow simulation validate layouts before installation, identifying conflicts and optimization opportunities that might otherwise emerge only after expensive construction completion.
Maintenance Accessibility and Serviceability
Long-term reliability depends on maintenance accessibility designed into the system from inception. Conveyor system solutions requiring complex disassembly for routine service generate excessive downtime and inflated maintenance costs.
Design features supporting efficient maintenance:
- Modular construction enabling component replacement without system shutdown
- Accessible drive locations positioned at maintenance height
- Quick-release belt and chain tensioning mechanisms
- Standardized components reducing spare parts inventory
- Integrated diagnostic systems identifying issues before failures occur
Predictive maintenance capabilities increasingly leverage sensor data and machine learning algorithms to forecast component failures, schedule preventive maintenance, and minimize unexpected downtime.
Technology Trends Shaping Future Conveyor System Solutions
Warehouse automation continues evolving rapidly as new technologies mature and integration capabilities expand. Conveyor system solutions increasingly incorporate advanced technologies that enhance flexibility, intelligence, and performance.
Artificial Intelligence and Machine Learning Integration
Modern conveyor systems leverage AI algorithms for dynamic routing optimization, predictive maintenance, and autonomous performance tuning. These intelligent systems continuously analyze operational data to identify improvement opportunities and automatically adjust parameters for optimal performance.
Machine learning models predict maintenance requirements by analyzing vibration patterns, power consumption, and environmental conditions. This capability enables condition-based maintenance that reduces both planned and unplanned downtime while extending component lifespan.
Modular and Scalable Architectures
Traditional conveyor installations required substantial upfront investment and lengthy implementation timelines that deterred smaller operations. Modern modular conveyor system solutions address these barriers through incremental deployment models that allow businesses to start small and expand progressively.
Benefits of modular approaches include:
- Lower initial capital requirements
- Faster implementation timelines
- Reduced operational disruption during installation
- Flexibility to adjust system configuration as needs evolve
- Simplified expansion to accommodate business growth
Energy Efficiency and Sustainability
Environmental responsibility and operating cost reduction converge in energy-efficient conveyor designs. Modern solutions incorporate variable frequency drives (VFDs), zone control systems, and intelligent power management that dramatically reduce energy consumption compared to legacy installations.
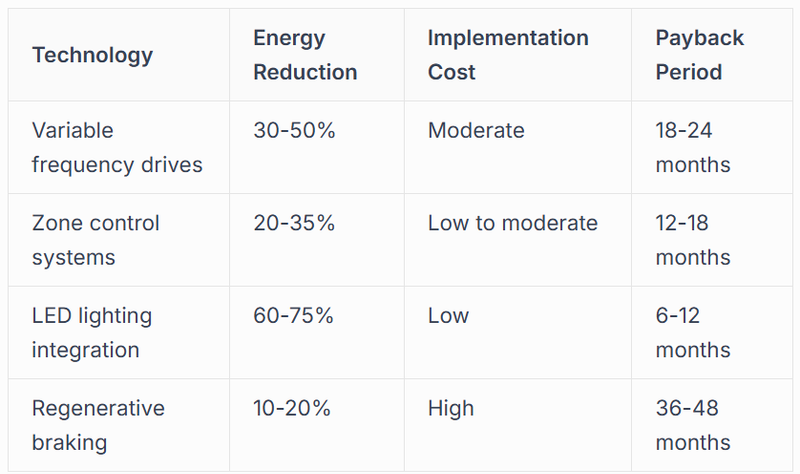
Sustainability initiatives increasingly influence purchasing decisions as organizations pursue carbon reduction targets and environmental certifications. Energy-efficient conveyor system solutions contribute measurably toward these objectives while delivering tangible cost savings.
Industry-Specific Applications and Requirements
Different industries impose unique requirements on conveyor system solutions based on product characteristics, regulatory constraints, and operational priorities. Understanding these sector-specific needs ensures system designs adequately address critical success factors.
E-commerce and Retail Distribution
E-commerce operations prioritize speed, flexibility, and accuracy to meet aggressive delivery commitments and maintain customer satisfaction. Conveyor system solutions in these environments handle diverse product assortments ranging from apparel to electronics, requiring gentle handling and reliable sortation.
Peak season scalability represents a particular challenge, with many e-commerce warehouses experiencing 300-500% throughput increases during holiday periods. Systems must accommodate these dramatic swings without permanent overcapacity that generates unnecessary costs during normal periods.
Food and Beverage Operations
Food and beverage warehouses demand strict hygiene standards, temperature control, and traceability throughout the supply chain. Conveyor system solutions in these environments utilize stainless steel construction, washdown-rated components, and sealed drive systems that withstand regular cleaning protocols.
According to analysis from PR Newswire, food and beverage represents one of the leading end markets for conveyor systems globally, driven by automation adoption and food safety requirements.
Pharmaceutical and Healthcare Distribution
Pharmaceutical operations require validated systems that maintain product integrity, ensure traceability, and comply with stringent regulatory requirements. Conveyor system solutions in these environments incorporate serialization tracking, temperature monitoring, and audit trail capabilities that document every product movement.
Cleanroom compatibility, electrostatic discharge (ESD) protection, and contamination prevention features distinguish pharmaceutical conveyor specifications from general warehouse applications.
Cold Storage and Frozen Distribution
Cold storage environments impose extreme demands on conveyor system solutions through sub-zero temperatures, condensation, and ice accumulation. Specialized designs incorporate heated components, corrosion-resistant materials, and sealed bearings that maintain reliability despite harsh conditions.
Energy efficiency assumes particular importance in cold storage applications where conventional conveyors can compromise thermal envelopes and increase refrigeration costs. Insulated designs and rapid-close interfaces minimize temperature loss at transfer points.
Evaluating Return on Investment for Conveyor System Solutions
Capital investment decisions require rigorous financial analysis that quantifies both costs and benefits across extended timeframes. Conveyor system solutions generate returns through multiple mechanisms that compound over the system's operational life.
Cost Components and Investment Requirements
Comprehensive cost analysis includes all expenditures from initial design through ongoing operation:
- Capital costs - equipment, installation, controls, and integration
- Implementation costs - project management, training, and commissioning
- Operating costs - energy consumption, labour, and consumables
- Maintenance costs - preventive maintenance, repairs, and spare parts
- Opportunity costs - downtime, disruption, and delayed benefits
Total cost of ownership (TCO) analysis spanning 7-10 years provides realistic comparison between conveyor automation and alternative approaches including continued manual operations or different automation technologies.
Quantifiable Benefits and Performance Improvements
Well-designed conveyor system solutions deliver measurable improvements across multiple operational dimensions:
Labour productivity gains:
- Direct labour reduction of 40-70% in material handling
- Improved picker productivity through reduced travel
- Enhanced supervisor effectiveness through automated monitoring
Throughput enhancements:
- Processing capacity increases of 200-400%
- Reduced order cycle times enabling faster shipping
- Peak season handling without temporary labour scaling
Quality and accuracy improvements:
- Shipping accuracy rates exceeding 99.9%
- Reduced product damage during handling
- Lower return rates and customer complaints
Implementation Timeline Considerations
Conveyor system deployment timelines vary significantly based on project scope, facility constraints, and integration complexity. Realistic scheduling accounts for design, permitting, manufacturing, installation, and commissioning phases.
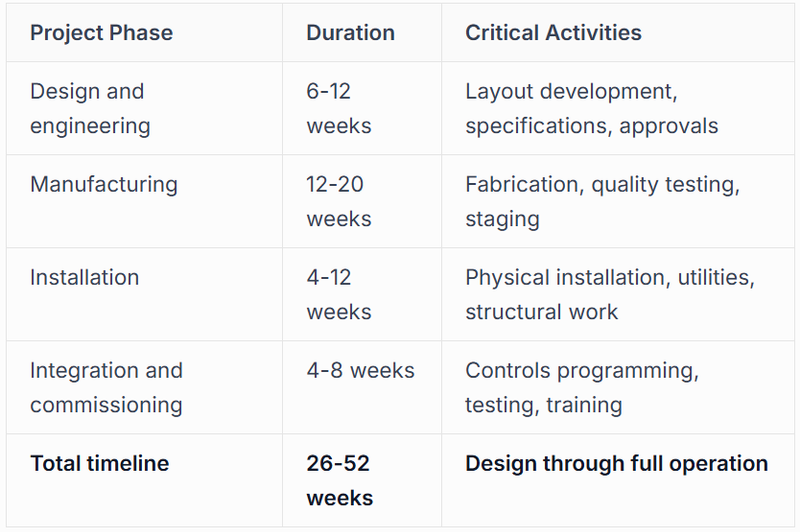
Phased implementations allow operations to continue during construction, minimizing disruption while extending overall project timelines. The business case must reflect realistic deployment schedules that account for operational constraints and resource availability.
Conveyor system solutions represent fundamental infrastructure for modern warehouse operations seeking to balance efficiency, accuracy, and scalability in increasingly competitive logistics environments. By selecting appropriate conveyor types, integrating with complementary automation technologies, and planning for long-term operational requirements, businesses position themselves for sustainable growth and operational excellence. Automate-X combines conveyor system expertise with comprehensive warehouse automation capabilities to design, implement, and support integrated solutions that transform logistics operations across Australia and New Zealand. Contact our team to explore how intelligent automation can address your specific operational challenges and growth objectives.