
Industry Conveyor Systems: Complete Automation Guide
Share on
An industry conveyor forms the backbone of modern warehouse and distribution operations, enabling the seamless movement of goods throughout facilities while reducing manual handling costs and improving operational efficiency. As e-commerce continues to expand and supply chain demands intensify, these automated material handling systems have evolved from simple belt mechanisms to sophisticated, intelligent networks that integrate with warehouse management systems, robotics, and real-time tracking technologies. Understanding the capabilities, applications, and strategic implementation of conveyor systems is essential for logistics professionals seeking to optimise their operations and maintain competitive advantage in today's fast-paced distribution environment.
Understanding Industry Conveyor Systems and Their Core Functions
Modern industry conveyor solutions serve as the circulatory system of warehousing operations, moving products between receiving docks, storage areas, picking zones, packing stations, and shipping departments. These systems handle diverse materials ranging from individual parcels and cartons to pallets, totes, and specialised containers, each requiring specific conveyor configurations and control mechanisms.
The fundamental purpose of an industry conveyor extends beyond simple transportation. These systems enable operational continuity, reduce labour-intensive material handling tasks, minimise product damage during transit, and create predictable flow patterns that support lean manufacturing and just-in-time delivery methodologies. By establishing fixed pathways and controlled velocities, conveyors eliminate bottlenecks that typically occur when relying solely on manual handling or forklift operations.
Types of Industrial Conveyor Technologies
Different warehouse environments and product characteristics demand specific conveyor configurations. Belt conveyors utilise continuous fabric, rubber, or plastic belts supported by rollers or a flat surface, ideal for transporting boxes, bags, and irregularly shaped items across horizontal or inclined paths. These systems offer gentle handling characteristics suitable for fragile goods and can accommodate various speeds depending on operational requirements.
Roller conveyors employ a series of cylindrical rollers that can be powered or gravity-driven, providing excellent versatility for carton and tote handling in distribution centres. Powered roller conveyors integrate motors and controls for precise speed regulation, while gravity roller systems leverage slight inclines to move products without electrical consumption, making them cost-effective for certain applications.

Overhead conveyor systems suspend products above floor level, maximising valuable floor space whilst transporting goods through multi-level facilities or across production areas. These systems prove particularly valuable in manufacturing environments where floor space is premium or where products require elevated transport to avoid contamination.
According to comprehensive conveyor industry statistics, the global conveyor market continues experiencing robust growth, with the logistics and warehousing sector representing a significant share of installations. This growth reflects the increasing recognition that automated material handling delivers measurable returns through labour reduction, throughput improvement, and error minimisation.
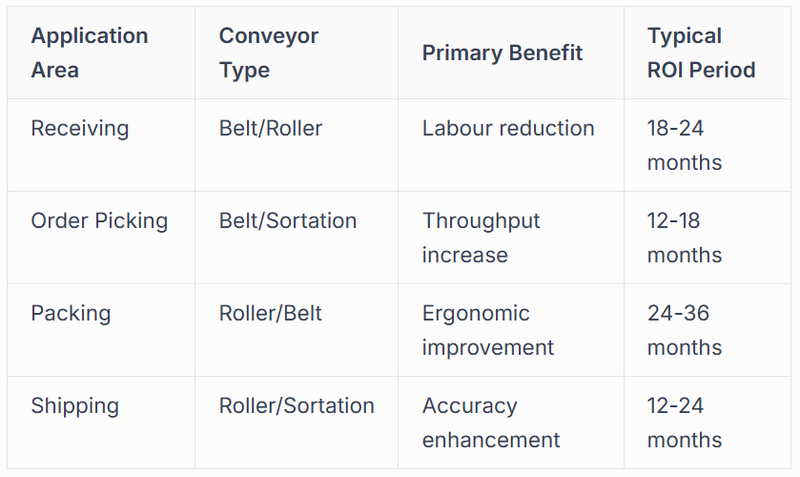
Strategic Applications Across Warehouse Operations
An industry conveyor system integrates into virtually every functional area of modern warehousing and distribution facilities. In receiving operations, conveyors transport incoming shipments from dock doors to inspection stations, eliminating the need for manual cart pushing or multiple forklift movements. This automation accelerates the receiving process whilst reducing the physical strain on warehouse personnel.
Within storage and retrieval operations, conveyors connect fixed racking systems with picking zones, enabling efficient replenishment and order fulfilment workflows. When integrated with automated storage and retrieval systems (AS/RS), conveyors create seamless material flow that maximises storage density whilst maintaining rapid access to inventory.
Order Fulfilment and Sorting Applications
The order fulfilment process represents where industry conveyor systems deliver particularly significant value. Pick-to-belt systems allow workers to place picked items directly onto conveyors that transport products to consolidation or packing areas, eliminating the need to carry totes or push carts throughout the facility. This approach reduces walking time, increases pick rates, and improves ergonomics for warehouse staff.
Sorting conveyors equipped with diverters, pop-up transfers, or sliding shoe mechanisms automatically route products to designated lanes, chutes, or accumulation zones based on destination, customer, carrier, or product characteristics. High-speed sortation systems can process thousands of units per hour, enabling distribution centres to meet demanding same-day and next-day delivery commitments.
The integration of conveyor systems across various industries demonstrates how these technologies adapt to sector-specific requirements, from food-grade materials in FMCG operations to cleanroom-compatible designs in pharmaceutical warehouses.
For businesses just beginning their automation journey, solutions like the Automate-X GTP Starter Grid offer an accessible entry point that combines conveyor technology with goods-to-person principles, enabling small and medium operations to experience automation benefits without massive capital investment.
Integration with Warehouse Management and Control Systems
An industry conveyor achieves maximum effectiveness when fully integrated with warehouse management systems (WMS), warehouse control systems (WCS), and enterprise resource planning (ERP) platforms. This integration enables real-time visibility of product location, automated routing decisions, and dynamic load balancing across multiple conveyor zones.
Barcode scanning and RFID tracking technologies integrated at strategic conveyor points provide continuous inventory visibility, enabling precise order tracking and reducing the risk of misplaced or misdirected shipments. These tracking points feed data back to management systems, creating an auditable trail of product movement throughout the facility.
Modern conveyor control systems utilise programmable logic controllers (PLCs) and sophisticated software algorithms to optimise flow, prevent accumulation jams, and coordinate handoffs between different conveyor segments. Advanced systems incorporate artificial intelligence and machine learning to predict potential bottlenecks, automatically adjust speeds, and optimise energy consumption based on real-time demand patterns.
Sensor Technology and Safety Systems
Contemporary industry conveyor installations incorporate multiple sensor types to ensure safe, efficient operations. Photo-electric sensors detect product presence and gap spacing, enabling precise control over accumulation and release timing. Inductive and capacitive sensors identify specific product types or packaging materials, supporting automated sorting and routing decisions.
Safety represents a paramount concern in conveyor operations. Emergency stop systems, light curtains, and safety interlocks protect personnel working near or alongside conveyor equipment. Modern designs incorporate safety guards, warning signage, and controlled access points to minimise injury risks whilst maintaining operational efficiency.
The industrial fault analysis research in chain conveyor systems highlights the importance of monitoring technologies that detect anomalies before they escalate into system failures, demonstrating how predictive maintenance approaches reduce unplanned downtime.
Design Considerations and Specification Requirements
Proper industry conveyor specification requires careful analysis of operational requirements, product characteristics, facility constraints, and future scalability needs. Throughput capacity represents the primary design parameter, calculated based on peak demand periods rather than average volumes to ensure the system handles surge loads without bottlenecks.
Product specifications directly influence conveyor design choices. Weight, dimensions, bottom surface characteristics, and stability all affect the selection of belt materials, roller spacing, incline angles, and transfer mechanisms. Fragile products may require gentler handling with cushioned belts or slower speeds, whilst durable items can tolerate higher-speed sortation and sharper transfers.

Environmental and Regulatory Compliance
Certain industries impose specific environmental and regulatory requirements on conveyor systems. Food and beverage operations require food-grade materials, easy-clean designs, and moisture-resistant components to meet health and safety standards. Pharmaceutical and healthcare distribution demands cleanroom-compatible equipment with minimal particle generation and appropriate material certifications.
Temperature-controlled environments such as cold storage facilities require specialised conveyor components rated for sustained operation in sub-zero conditions. Lubricants, motors, controls, and structural materials must maintain performance characteristics across extreme temperature ranges without degradation or failure.
The comprehensive guide to industrial conveyors provides detailed insights into how environmental factors influence system design and material selection across various warehouse applications.
Implementation Strategy and Project Management
Successful industry conveyor implementation requires structured project management approaches that coordinate design, fabrication, installation, testing, and commissioning phases. Site preparation includes electrical infrastructure upgrades, floor reinforcement where necessary, and coordination with ongoing warehouse operations to minimise disruption during installation.
Many organisations adopt phased implementation strategies that install conveyor systems in stages, allowing operational teams to adapt whilst maintaining business continuity. This approach reduces risk, enables lessons learned from early phases to inform subsequent installations, and spreads capital investment across multiple budget cycles.
Vendor Selection and Partnership Considerations
Choosing the right conveyor system provider involves evaluating multiple factors beyond initial equipment cost. Integration expertise, local service capability, spare parts availability, and references from similar installations provide crucial insights into a vendor's ability to deliver and support complex systems over their operational lifespan.
Resources like conveyor manufacturer directories help warehouse operators identify qualified suppliers and compare capabilities across system integrators, equipment manufacturers, and specialised service providers. Establishing relationships with experienced partners who understand warehouse automation ensures access to expertise throughout the system lifecycle.
The conveyor system manufacturers guide offers valuable perspectives on navigating the supplier landscape and understanding the distinct roles of equipment manufacturers versus system integrators.
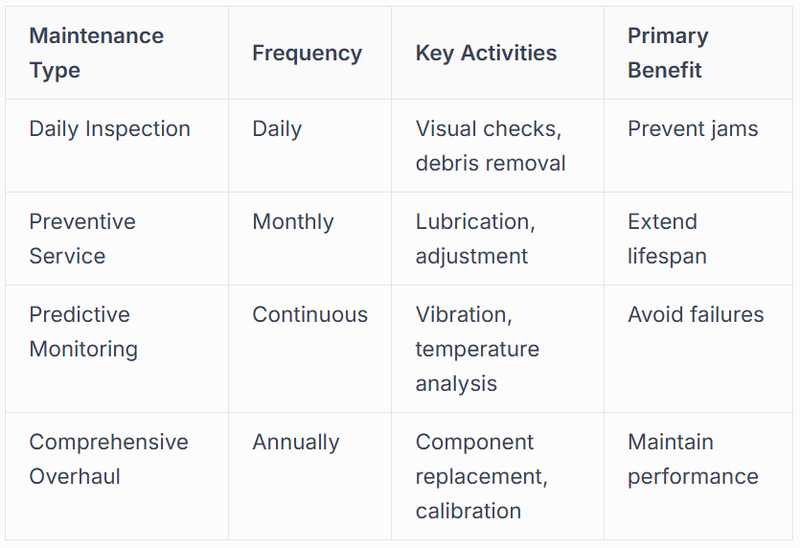
Maintenance Strategies and Operational Excellence
Preventive maintenance programmes are essential for maximising industry conveyor uptime and extending equipment lifespan. Regular inspection schedules should cover belt tension and alignment, roller bearing condition, motor performance, sensor calibration, and control system functionality. Establishing maintenance protocols during system commissioning ensures personnel understand proper procedures and documentation requirements.
Predictive maintenance approaches leverage condition monitoring technologies such as vibration analysis, thermal imaging, and acoustic sensors to identify developing issues before they cause failures. These techniques reduce unplanned downtime, optimise maintenance resource allocation, and extend component life by addressing problems at early stages.
Training and Competency Development
Operator and maintenance personnel require comprehensive training to safely and effectively work with industry conveyor systems. Training programmes should cover normal operations, common troubleshooting procedures, emergency shutdown protocols, and basic maintenance tasks. Advanced training for maintenance technicians includes electrical systems, pneumatic controls, sensor technologies, and integration with warehouse management platforms.
Documenting standard operating procedures and maintaining accessible knowledge libraries ensures consistent practices across shifts and facilitates knowledge transfer as personnel changes occur. Video-based training materials and virtual reality simulations provide engaging learning experiences that improve retention and competency.
Performance Metrics and Continuous Improvement
Measuring industry conveyor performance requires tracking multiple metrics that reflect operational efficiency, reliability, and financial returns. Throughput rates compare actual product movement against design specifications, identifying whether the system meets capacity expectations under varying load conditions.
System availability measures the percentage of scheduled operating time that conveyors remain functional, excluding planned maintenance periods. High-performing systems typically achieve 95% or greater availability, whilst lower figures indicate maintenance issues, design inadequacies, or operational problems requiring investigation.
Cost-Benefit Analysis and ROI Measurement
Quantifying the return on investment from industry conveyor installations involves comparing total cost of ownership against measurable operational improvements. Labour cost reductions often provide the most significant savings, calculated by comparing pre-automation staffing requirements against post-implementation needs for equivalent throughput volumes.
Accuracy improvements translate to financial benefits through reduced mis-ships, returns processing costs, and customer dissatisfaction. Faster order cycle times enable service level improvements that support premium pricing or market share gains in competitive distribution environments.
Energy efficiency represents an increasingly important performance dimension as sustainability initiatives gain priority. Modern conveyor systems incorporate variable frequency drives, energy-efficient motors, and intelligent controls that reduce power consumption compared to legacy installations.
Emerging Technologies and Future Developments
The industry conveyor landscape continues evolving with emerging technologies that enhance capabilities and expand application possibilities. Autonomous mobile robots (AMRs) increasingly work alongside traditional conveyors, creating hybrid systems where robots handle variable-path transportation whilst conveyors manage fixed routes and high-volume flows.
Artificial intelligence and machine learning applications optimise conveyor performance by analysing operational data to predict maintenance needs, adjust speeds dynamically, and identify process improvement opportunities. These intelligent systems continuously learn from operational patterns, becoming more effective over time without manual reprogramming.
Modular conveyor designs emphasise flexibility and reconfigurability, allowing warehouse operators to modify layouts as business requirements change without wholesale system replacement. Quick-disconnect fittings, standardised interfaces, and pre-configured modules reduce installation time and enable rapid adaptation to seasonal demand fluctuations or product mix changes.
The case study of PPP Industries' automation implementation demonstrates how modern warehouse automation projects integrate multiple technologies to achieve transformative operational improvements across diverse product handling requirements.
Scalability Planning for Growing Operations
Forward-thinking organisations design industry conveyor systems with expansion capabilities that accommodate future growth without requiring complete redesigns. Spare capacity planning involves installing infrastructure elements such as electrical feeds, control cabinets, and structural supports sized for ultimate build-out rather than initial requirements.
Phased installation approaches reserve physical space for future conveyor segments whilst implementing initial zones that address current bottlenecks. This strategy balances immediate operational needs against long-term facility plans, ensuring capital investment timing aligns with actual demand growth rather than speculative projections.
Cloud-based control systems and modular software architectures facilitate scalability by supporting additional conveyor zones without major programming efforts or system disruptions. These platforms enable centralised monitoring and control across multi-site operations, providing enterprise-level visibility into conveyor network performance.
Industry conveyor systems represent foundational investments that enable warehouse operations to achieve the throughput, accuracy, and efficiency demanded by modern supply chain requirements. When properly specified, integrated, and maintained, these material handling solutions deliver measurable returns whilst creating scalable platforms for future operational expansion. Automate-X combines conveyor technology with advanced robotics, intelligent software, and comprehensive integration services to help logistics, e-commerce, and distribution businesses transform their warehouse operations and achieve sustainable competitive advantages.