
Manufacturing Automation Software: A Complete Guide
Share on
The modern manufacturing landscape demands precision, speed, and adaptability that human effort alone cannot consistently deliver. Manufacturing automation software has emerged as the critical infrastructure layer that transforms traditional production environments into intelligent, data-driven operations. This technology bridges the gap between physical machinery and digital control systems, enabling manufacturers to orchestrate complex workflows, monitor real-time performance, and respond dynamically to changing production demands. For warehouses and distribution centres that support manufacturing operations, automation software represents the command centre that coordinates everything from inventory management to robotic picking systems.
The Foundation of Modern Manufacturing Control
Manufacturing automation software serves as the central nervous system for production facilities, coordinating machines, robots, and human workers into a cohesive operational framework. These systems have evolved far beyond simple programmable logic controllers (PLCs) to become sophisticated platforms that integrate with enterprise resource planning (ERP) systems, warehouse management systems, and quality control databases.
Core Components of Automation Software
The architecture of manufacturing automation software typically comprises several interconnected layers that work together to deliver comprehensive control:
- Supervisory Control and Data Acquisition (SCADA) systems that provide real-time visualization and process control
- Manufacturing Execution Systems (MES) that manage production workflows and track work-in-progress
- Programmable Logic Controllers (PLCs) that execute machine-level control sequences
- Human-Machine Interface (HMI) platforms that enable operators to interact with automated systems
- Data historians that capture and store time-series production data for analysis
According to resources from the International Society of Automation (https://www.isa.org/factory-automation-and-machine-control), these components must integrate seamlessly to deliver the reliability that modern manufacturing demands. The challenge lies not in individual system performance but in achieving interoperability across diverse platforms and protocols.

Communication Protocols and Standards
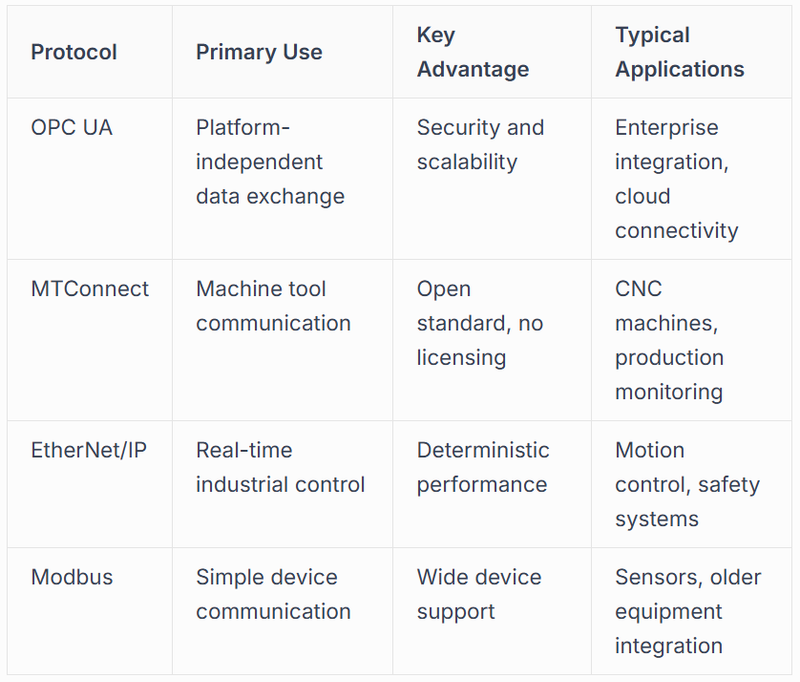
One of the most critical aspects of manufacturing automation software is its ability to communicate across different devices and systems. Industry standards have emerged to address this challenge, with protocols like OPC UA, MTConnect, and EtherNet/IP enabling seamless data exchange between equipment from different manufacturers.
The MTConnect standard (https://www.mtconnect.org/) has particularly transformed how manufacturing devices share data, providing a common vocabulary that eliminates proprietary communication barriers. This standardization proves essential in warehouse environments where automated storage and retrieval systems (AS/RS), conveyor networks, and robotic systems must coordinate continuously.
Integration with Warehouse Operations
Manufacturing automation software extends beyond the production floor to encompass the entire material flow ecosystem. In warehouse environments supporting manufacturing operations, this software orchestrates the movement of raw materials, work-in-progress inventory, and finished goods through sophisticated coordination of robotic systems and automated storage solutions.
The connection between production scheduling and warehouse inventory management requires real-time data synchronization. When a manufacturing execution system triggers a production order, the warehouse automation system must simultaneously prepare materials for delivery to the production line, reserve storage space for finished goods, and update inventory records across all connected systems.
Real-Time Inventory Synchronization
Modern manufacturing automation software maintains continuous visibility across the supply chain by integrating with automated warehouse management systems (https://automate-x.nz/knowledge-hub/automated-warehouse-management-system). This integration enables:
- Just-in-time material delivery based on production schedules
- Automatic replenishment triggers when component levels reach defined thresholds
- Quality hold management that prevents non-conforming materials from entering production
- Lot tracking and traceability throughout the manufacturing process
For businesses managing complex operations across logistics and manufacturing, this level of integration eliminates the manual handoffs that historically created delays and errors. The software layer effectively creates a digital twin of the physical material flow, enabling predictive planning and rapid problem resolution.
Autonomous Mobile Robot Coordination
The rise of warehouse AMRs (autonomous mobile robots) (https://automate-x.nz/knowledge-hub/warehouse-amr) has added another dimension to manufacturing automation software requirements. These robots require sophisticated fleet management systems that integrate with production control software to optimize material transport routes, manage charging cycles, and respond to dynamic production priorities.
Manufacturing automation software now includes algorithms that:
- Calculate optimal robot assignments based on current production needs
- Predict traffic patterns and prevent bottlenecks in material flow
- Dynamically reroute robots when equipment failures or priority changes occur
- Balance workload across the robot fleet to maximize utilization
Data Analytics and Performance Optimization
The true value of manufacturing automation software emerges through its ability to capture, analyze, and act upon operational data. Every sensor reading, machine cycle, quality measurement, and inventory transaction generates data that, when properly analyzed, reveals optimization opportunities invisible to human observation alone.
Predictive Maintenance Capabilities
Modern manufacturing automation software incorporates machine learning algorithms that analyze equipment performance patterns to predict failures before they occur. By monitoring vibration signatures, temperature variations, power consumption, and cycle times, these systems can identify degradation trends that indicate impending maintenance needs.
This predictive approach delivers measurable benefits:
- Reduced unplanned downtime by scheduling maintenance during planned production gaps
- Lower maintenance costs through condition-based rather than time-based service intervals
- Extended equipment life by addressing issues before they cause cascading damage
- Improved safety by preventing catastrophic failures that could endanger workers
The OPC Foundation's framework for factory automation (https://opcfoundation.org/factory/) enables this data collection through standardized interfaces that work across equipment from multiple vendors, creating a unified data platform for advanced analytics.
Production Efficiency Metrics
Manufacturing automation software transforms raw operational data into actionable intelligence through comprehensive key performance indicators (KPIs):
These metrics become particularly powerful when manufacturing automation software presents them in real-time dashboards that enable immediate response to performance deviations. Operators and managers gain visibility that transforms reactive problem-solving into proactive process optimization.
Implementation Considerations and Best Practices
Deploying manufacturing automation software requires careful planning that balances technological capability with organizational readiness. Many implementations fail not because of software limitations but due to inadequate change management, insufficient training, or misalignment between system capabilities and operational requirements.
Phased Deployment Strategy
Rather than attempting a complete system overhaul, successful implementations typically follow a staged approach:
- Assessment and mapping of current processes, equipment inventory, and data flows
- Pilot implementation in a defined production area with measurable success criteria
- Iterative expansion based on lessons learned and demonstrated ROI
- Full integration across all production and warehouse operations
- Continuous improvement through ongoing optimization and capability expansion
This methodology reduces risk while building organizational competence with the new systems. For warehouse operations, starting with a contained automation zone allows teams to develop expertise before scaling across the entire facility.
Skills Development and Training
The sophistication of modern manufacturing automation software demands new competencies from operations teams. Successful implementations invest heavily in developing capabilities across multiple levels:
- Operators need training in HMI interaction, alarm response, and basic troubleshooting
- Maintenance technicians require skills in network diagnostics, PLC programming, and sensor calibration
- Engineers must master system configuration, integration protocols, and data analytics
- Managers benefit from understanding system capabilities to make informed operational decisions
Organizations that underestimate this training requirement often struggle with user adoption, leading to underutilized systems that fail to deliver expected returns. The technology itself represents only part of the investment; developing the human capacity to leverage it fully completes the transformation.
Emerging Capabilities and Future Directions
Manufacturing automation software continues to evolve rapidly, incorporating artificial intelligence, edge computing, and advanced simulation capabilities that extend far beyond traditional control functions. These emerging technologies promise to further transform how manufacturing and warehouse operations achieve efficiency and adaptability.
Artificial Intelligence and Machine Learning
Recent research, including studies on utilizing large language models in industrial automation (https://arxiv.org/abs/2602.23331), demonstrates how AI can accelerate programming tasks and optimize complex control sequences. Manufacturing automation software now incorporates:
- Anomaly detection algorithms that identify unusual patterns indicating quality issues or equipment problems
- Demand forecasting models that optimize production schedules based on historical patterns and market signals
- Energy optimization systems that adjust production timing to minimize utility costs
- Quality prediction tools that correlate process parameters with final product characteristics
These capabilities move beyond reactive control to anticipatory optimization, where systems adjust parameters before problems manifest rather than responding after issues occur.
Digital Twin Technology
The concept of digital twins, virtual replicas of physical manufacturing systems, has gained significant traction in manufacturing automation software. These simulations enable:
- Testing process changes in virtual environments before implementation
- Training operators on new equipment without production disruption
- Optimizing layouts and workflows through simulation-based analysis
- Predicting system behavior under various demand scenarios
For warehouse automation supporting manufacturing operations, digital twins allow planners to model how changes in production volumes or product mixes will impact material handling requirements, enabling proactive capacity planning.
Cloud and Edge Computing Architecture
Modern manufacturing automation software increasingly adopts hybrid architectures that balance edge computing for real-time control with cloud computing for advanced analytics and enterprise integration. This approach delivers:
- Low-latency control through edge processing that maintains deterministic performance
- Scalable analytics by leveraging cloud computing resources for complex calculations
- Remote monitoring capabilities that enable expert support regardless of geographic location
- Centralized updates that standardize software versions across multiple facilities
The standardized information exchange frameworks (https://opcfoundation.org/markets-collaboration/mtconnect/) developed by organizations like the OPC Foundation facilitate this distributed architecture while maintaining security and reliability.
Industry-Specific Applications
Manufacturing automation software adapts to diverse industry requirements, with specialized configurations for different production environments. In sectors like food and beverage, pharmaceuticals, and cold storage, these systems must accommodate unique regulatory, environmental, and process control demands.
Food and Beverage Manufacturing
This sector requires manufacturing automation software that integrates stringent quality controls, traceability requirements, and sanitation protocols. Systems must track lot genealogy, manage allergen controls, and coordinate cleaning cycles while maintaining production efficiency.
Temperature monitoring, metal detection, vision inspection, and weight verification integrate directly into production control sequences, with automatic quality holds preventing non-conforming products from advancing through the workflow. The software orchestrates these quality checkpoints while optimizing throughput and minimizing waste.
Pharmaceutical Production
Pharmaceutical manufacturing demands the highest levels of documentation, validation, and compliance from automation software. Every action, measurement, and decision must be recorded with audit trails that satisfy regulatory requirements.
Manufacturing automation software in this environment incorporates electronic batch records, 21 CFR Part 11 compliant data handling, and validation protocols that ensure system reliability. Integration with laboratory information management systems (LIMS) enables real-time release testing and quality confirmation.
Cold Storage and Distribution
Temperature-controlled warehouses supporting manufacturing operations require automation software that coordinates environmental controls with material handling systems. These systems must:
- Monitor temperature zones continuously with immediate alerting for excursions
- Optimize robot routing to minimize door openings and temperature fluctuations
- Track temperature exposure history for time-temperature sensitive products
- Coordinate defrost cycles with production schedules to avoid disruptions
Successful implementations, such as those documented in warehouse automation case studies (https://automate-x.nz/case-studies/easysteel), demonstrate how tailored software configurations address industry-specific challenges while maintaining operational efficiency.
System Selection and Vendor Evaluation
Choosing the right manufacturing automation software requires careful evaluation of both immediate needs and long-term strategic goals. The decision impacts operations for years, making thorough assessment critical to success.
Evaluation Criteria Framework
Organizations should assess potential solutions across multiple dimensions:
Criteria Category
Key Considerations
Weight Factor
Functional Fit
Alignment with current processes, scalability for growth
High
Integration Capability
Compatibility with existing systems, standard protocols
High
Vendor Stability
Financial strength, market presence, customer base
Medium
Support Infrastructure
Local support availability, response times, training programs
High
Total Cost of Ownership
Licensing, implementation, ongoing maintenance, upgrades
High
User Experience
Interface design, ease of use, mobile access
Medium
For businesses seeking to start their automation journey with a manageable investment, solutions like the Automate-X GTP Starter Grid (https://offer.automate-x.nz/) provide an accessible entry point that delivers immediate picking process improvements while establishing the foundation for broader automation expansion.
Proof of Concept Validation
Before committing to full deployment, conducting a proof of concept (POC) allows organizations to validate software capabilities against real operational requirements. Effective POCs should:
- Define specific, measurable success criteria aligned with business objectives
- Include representative production scenarios that test system capabilities under realistic conditions
- Involve actual operators and technical staff who will use the system daily
- Run for sufficient duration to encounter typical operational challenges
- Document performance metrics that enable objective comparison between alternatives
This validation process reduces implementation risk by identifying gaps between vendor claims and actual performance before significant investment occurs.
Integration with Enterprise Systems
Manufacturing automation software delivers maximum value when fully integrated with broader enterprise systems that manage finance, planning, customer relationships, and supply chain coordination. This integration creates end-to-end visibility from customer order through production and delivery.
ERP System Connectivity
Enterprise resource planning systems serve as the single source of truth for orders, inventory, and financial data. Manufacturing automation software must synchronize continuously with ERP platforms to ensure:
- Production schedules reflect actual customer demand and material availability
- Inventory transactions post automatically as materials consume and products complete
- Quality holds in the automation system trigger corresponding ERP status updates
- Actual production costs capture accurately for financial reporting
Bidirectional data flow between these systems eliminates manual data entry while ensuring consistency across all business functions.
Supply Chain Visibility
Modern supply chains extend beyond individual facilities to encompass suppliers, contract manufacturers, and distribution networks. Manufacturing automation software increasingly connects to supply chain visibility platforms that coordinate activities across this extended network.
This connectivity enables collaborative planning where production schedules consider supplier lead times, transportation capacity, and customer delivery requirements simultaneously. The automation system becomes one node in a larger orchestration platform that optimizes the entire value chain.
According to industry publications focused on automation technologies (https://www.automationmag.com/about/), this enterprise-wide integration represents the frontier of competitive advantage, where companies that achieve seamless data flow across systems outperform competitors operating with siloed information.
Security and Compliance Considerations
As manufacturing automation software connects to enterprise networks and cloud platforms, cybersecurity becomes paramount. Industrial control systems historically isolated from external networks now face the same threat landscape as IT infrastructure, requiring robust security architectures.
Multilayer Security Framework
Effective security for manufacturing automation software implements defense in depth through multiple protective layers:
- Network segmentation that isolates control systems from business networks
- Authentication and authorization controls that limit system access to authorized personnel
- Encryption of data in transit and at rest to prevent interception or tampering
- Intrusion detection systems that monitor for suspicious activity
- Regular patching and updates to address discovered vulnerabilities
Standards organizations like the International Society of Automation provide comprehensive guidance (https://www.isa.org/standards-and-publications/isa-publications/isa-directory-of-automation) on implementing these security controls within industrial environments.
Regulatory Compliance Management
Different industries face varying regulatory requirements that manufacturing automation software must support. Common compliance frameworks include:
- FDA 21 CFR Part 11 for pharmaceutical and medical device manufacturers
- Food Safety Modernization Act (FSMA) requirements for food production
- ISO 9001 quality management system documentation
- Environmental reporting for emissions and waste tracking
Software systems must facilitate compliance through automated record-keeping, audit trail generation, and reporting capabilities that reduce manual documentation burden while ensuring regulatory requirements are consistently met.
Manufacturing automation software has evolved from simple machine control to become the intelligent backbone of modern production and distribution operations. The integration of robotics, advanced analytics, and enterprise systems through sophisticated software platforms enables unprecedented levels of efficiency, quality, and responsiveness. For businesses operating in logistics, distribution, and manufacturing environments, selecting and implementing the right automation software represents a strategic investment that determines competitive positioning for years to come. Automate-X (https://automate-x.nz/) combines cutting-edge robotics, intelligent software platforms, and deep integration expertise to help warehouses and distribution centres achieve transformative automation outcomes, whether you're starting your first automation project or scaling existing capabilities across your operation.