
Robotics and Manufacturing: 2026 Automation Guide
Share on
The convergence of robotics and manufacturing has fundamentally reshaped how warehouses, distribution centres, and production facilities operate across Australia and New Zealand. As businesses face mounting pressure to meet customer expectations, manage labour shortages, and scale operations efficiently, intelligent automation has shifted from competitive advantage to operational necessity. Modern robotic systems now combine artificial intelligence, machine vision, and sophisticated software to deliver unprecedented levels of accuracy, speed, and flexibility across manufacturing and logistics environments.
The Evolution of Robotics in Modern Manufacturing Environments
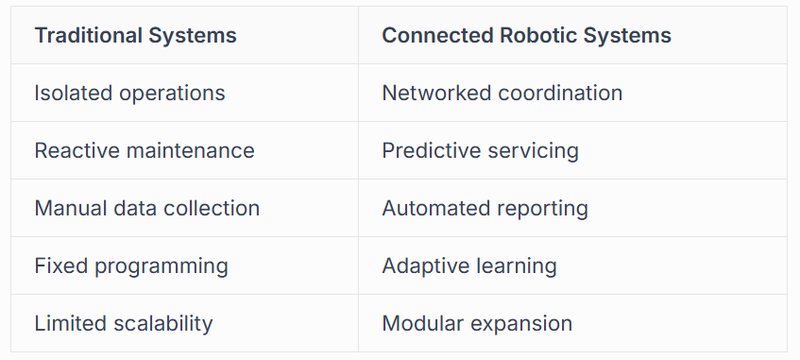
Traditional manufacturing relied heavily on manual processes and fixed automation systems that offered limited flexibility. Today's robotics and manufacturing landscape presents a dramatically different picture, where adaptive systems respond to changing demands in real time.
From Fixed Automation to Intelligent Robotic Systems
The transformation began with simple mechanical arms performing repetitive tasks on assembly lines. Contemporary solutions integrate collaborative robots with advanced safety features that work alongside human operators, sharing workspace and adapting to dynamic production requirements.
Key characteristics of modern manufacturing robotics include:
- Real-time data processing and decision-making capabilities
- Integration with warehouse management systems and enterprise software
- Adaptive grippers and end-effectors for handling diverse products
- Machine learning algorithms that optimize performance over time
- Seamless collaboration between multiple robotic units
The economic considerations have also shifted dramatically. Where large-scale automation once required massive capital investment, modular systems now enable incremental deployment. Small and medium-sized manufacturers can implement cost-effective automation technologies that deliver measurable returns within months rather than years.

Industry 4.0 and the Connected Manufacturing Floor
The fourth industrial revolution has introduced connectivity as a fundamental principle. Manufacturing robotics integrated with digital transformation initiatives create intelligent production environments where every device communicates and coordinates.
Digital twins, predictive maintenance systems, and cloud-based analytics transform raw operational data into actionable intelligence. Manufacturers gain visibility into equipment performance, production bottlenecks, and quality metrics that were previously invisible or required extensive manual tracking.
Critical Applications of Robotics Across Manufacturing Operations
Manufacturing facilities deploy robotic systems across diverse operational areas, each addressing specific challenges and delivering measurable improvements in efficiency, accuracy, and throughput.
Material Handling and Warehouse Integration
The intersection of robotics and manufacturing becomes particularly powerful in material handling applications. Autonomous mobile robots (AMRs), automated storage and retrieval systems (ASRS), and goods-to-person automation technologies eliminate manual product movement while maintaining flexibility.
Distribution centres processing thousands of SKUs benefit from robotic systems that adapt to seasonal demand fluctuations. Unlike fixed conveyor installations, modern AMR fleets can be redeployed, scaled up during peak periods, and reconfigured as facility layouts evolve.
- Receiving and putaway operations benefit from vision-guided robots that identify products, verify quantities, and direct items to optimal storage locations
- Order picking workflows transform through robots delivering products directly to pickers, eliminating unproductive walking time
- Sortation processes achieve higher throughput with automated systems handling multiple destinations simultaneously
- Shipping preparation accelerates through robotic palletizing and automated packing stations
For businesses exploring automation options, the Automate-X GTP Starter Grid provides an accessible entry point for implementing goods-to-person picking automation without requiring complete facility redesigns or massive capital outlays.

Quality Control and Inspection Systems
Machine vision systems integrated with robotic platforms deliver inspection capabilities that surpass human consistency and speed. These systems identify defects, verify assembly accuracy, and ensure product compliance across high-volume production runs.
Pharmaceutical manufacturers, for example, deploy automated inspection solutions that verify packaging integrity, confirm label accuracy, and detect contamination risks at speeds impossible for manual inspection. The combination of robotics and manufacturing quality systems creates audit trails documenting every inspected item.
Strategic Benefits Driving Robotics Adoption in Manufacturing
Organizations implementing robotics and manufacturing automation report benefits extending well beyond simple productivity gains. The strategic advantages reshape competitive positioning and operational capabilities.
Addressing Labour Challenges and Skills Gaps
Australia and New Zealand face persistent labour shortages across logistics and manufacturing sectors. Robotic systems address immediate staffing gaps while enabling existing employees to focus on higher-value activities requiring judgment, creativity, and problem-solving skills.
The labour equation transforms through:
- Elimination of physically demanding tasks that contribute to injury and turnover
- Consistent performance across shifts without fatigue or variability
- Reduced reliance on extensive training for repetitive manual processes
- Redeployment of workers to supervisory and optimization roles
- Enhanced workplace safety through removal of humans from hazardous environments
Rather than replacing workers, effective industrial automation and robotics implementations create safer, more engaging environments where human expertise complements machine precision.
Scalability and Flexibility in Dynamic Markets
Market volatility and demand unpredictability characterize modern business environments. Traditional manufacturing systems struggle with rapid volume changes or product mix variations that require extensive reconfiguration.
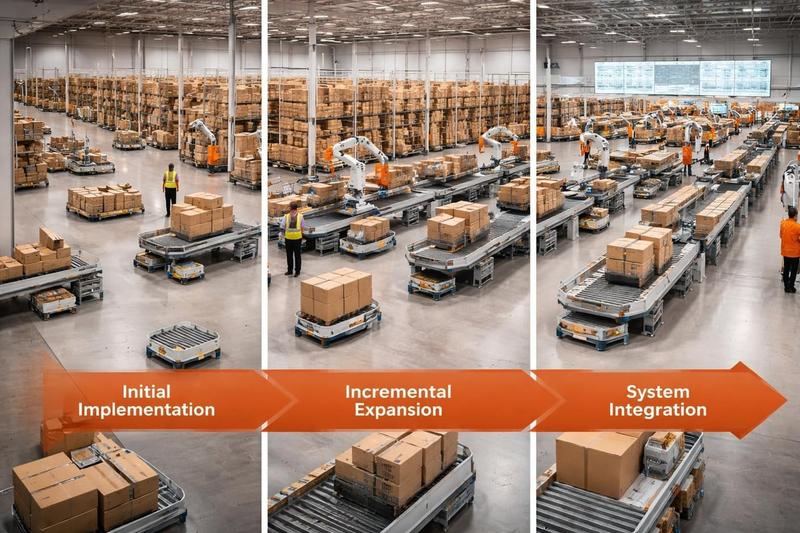
Modular robotic solutions scale incrementally. Organizations can deploy initial systems addressing immediate pain points, then expand capabilities as business requirements evolve. This approach aligns capital expenditure with revenue growth while minimizing implementation risk.
E-commerce operations experiencing seasonal peaks benefit particularly from scalable automation. Systems handle 3x normal volumes during holiday periods without requiring proportional increases in permanent headcount or facility space.
Implementation Considerations for Manufacturing Robotics
Successful deployment of robotics and manufacturing automation requires careful planning, realistic expectations, and comprehensive change management.
Assessment and System Design
Every facility presents unique operational characteristics, spatial constraints, and integration requirements. Effective automation begins with thorough assessment identifying specific processes delivering maximum return on investment.
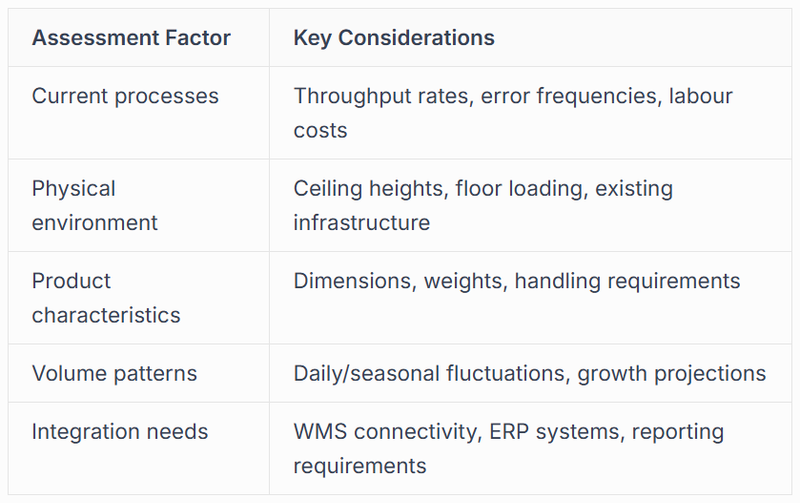
Professional system integrators bring expertise in matching robotic capabilities to operational requirements. They identify potential obstacles, design around constraints, and ensure solutions deliver sustainable value rather than creating new bottlenecks.
Technology Selection and Vendor Partnerships
The robotics market offers diverse technologies, each optimized for specific applications. Automated storage and retrieval systems excel at high-density storage, while AMR fleets provide maximum flexibility for dynamic picking operations.
Vendor selection extends beyond equipment capabilities. Consider:
- Technical support and training programmes ensuring staff can operate and maintain systems effectively
- Software integration capabilities connecting automation with existing business systems
- Scalability roadmaps enabling future expansion without replacing initial investments
- Local service networks providing rapid response when technical issues arise
- Proven implementation experience in similar operational environments
Organizations exploring custom automation solutions benefit from partners who design systems around specific requirements rather than forcing operations to adapt to standardized products.
Emerging Trends Shaping Robotics and Manufacturing
The robotics landscape continues evolving rapidly, with emerging capabilities expanding automation possibilities across manufacturing and logistics operations.
Artificial Intelligence and Autonomous Decision-Making
Contemporary robotic systems incorporate AI algorithms that enable autonomous decision-making. Rather than following pre-programmed routines, these systems analyze situations and determine optimal responses without human intervention.
Research into intelligent systems revolutionizing engineering industries demonstrates how machine learning transforms operational performance. Robots learn ideal picking strategies, predict equipment maintenance requirements, and optimize travel paths based on historical patterns.
Warehouse environments benefit from AI-driven coordination where multiple robots negotiate priorities, avoid collisions, and dynamically rebalance workloads. The collective intelligence of robotic fleets exceeds the sum of individual units.
Collaborative Robotics and Human-Robot Teams
The future of robotics and manufacturing emphasizes collaboration rather than replacement. Cobots work alongside humans, handling physically demanding or repetitive aspects while workers provide judgment, quality oversight, and exception handling.
Benefits of collaborative approaches include:
- Faster deployment without extensive safety caging or facility modifications
- Flexibility to reassign robots as production requirements change
- Enhanced worker satisfaction through elimination of undesirable tasks
- Reduced implementation costs compared to fully automated cells
- Improved adaptability for low-volume, high-mix production
Safety innovations enable closer human-robot interaction. Thermal imaging sensors designed for collaborative robotics detect human presence and automatically adjust robot behavior, preventing accidents while maintaining productivity.
Integration with Warehouse Management and Enterprise Systems
Standalone robotic systems deliver limited value. Maximum benefit emerges when automation integrates seamlessly with warehouse management systems, inventory databases, and enterprise resource planning platforms.
Data Flows and System Connectivity
Modern warehouse automation technologies create unified digital ecosystems. Order management systems communicate directly with robotic controllers, triggering automated picking sequences the moment customers submit orders.
Real-time inventory visibility emerges from continuous system synchronization. As robots move products, WMS databases update automatically. This eliminates manual cycle counting, reduces stockouts, and enables accurate commitment of inventory to orders.
- Order receipt triggers automated task allocation across available robotic units
- Robots retrieve items from storage locations while updating inventory quantities
- Vision systems verify product accuracy at consolidation points
- Automated reporting provides performance metrics and exception alerts
- Maintenance systems schedule preventive servicing based on usage patterns
Performance Analytics and Continuous Improvement
Smart manufacturing systems generate comprehensive operational data. Analytics platforms transform this information into actionable insights identifying optimization opportunities and performance trends.
Managers gain visibility into metrics including pick rates, error frequencies, robot utilization, and throughput bottlenecks. Data-driven decision-making replaces intuition and assumptions, enabling targeted improvements delivering measurable results.
Return on Investment and Business Case Development
Financial justification remains critical for automation investments. Comprehensive business cases account for both quantifiable savings and strategic benefits that may be harder to measure directly.
Direct Cost Reductions
Robotics and manufacturing automation delivers immediate, measurable cost reductions across multiple operational areas:
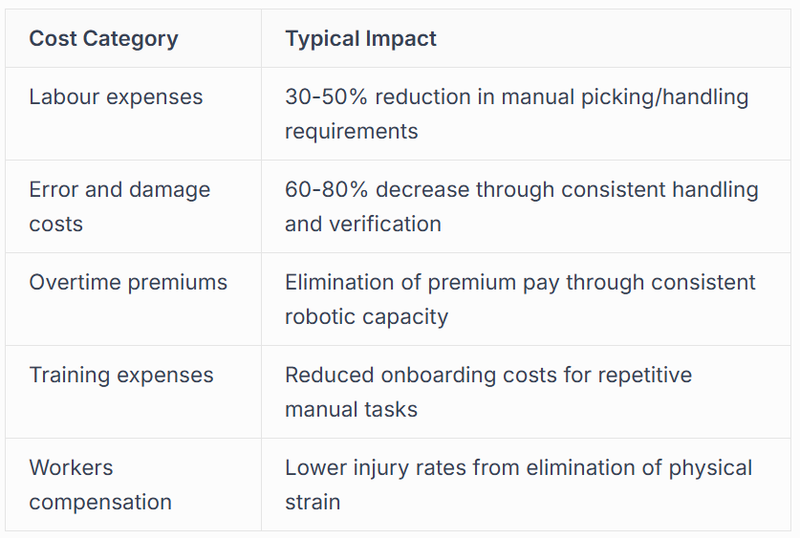
Beyond direct savings, automation enables revenue growth that would otherwise require proportional headcount increases. Facilities handle higher volumes without expanding workforce, improving margins as business scales.
Strategic Value Creation
Quantifiable savings represent only part of the value equation. Strategic benefits include:
- Enhanced customer service through faster order processing and improved accuracy
- Competitive differentiation offering capabilities competitors cannot match
- Risk mitigation reducing dependence on tight labour markets
- Data assets creating information foundations for continuous optimization
- Operational resilience maintaining performance through disruptions
Organizations implementing industrial system integration create sustainable competitive advantages extending well beyond immediate cost reductions.
Sector-Specific Applications Across Industries
Different industries face unique challenges that robotics and manufacturing automation addresses through tailored implementations.
E-commerce and Third-Party Logistics
Rapid order fulfillment and same-day delivery expectations drive aggressive automation adoption. E-commerce operations process thousands of small orders daily, making manual picking increasingly unviable.
Robotic systems handle the physical movement while workers focus on quality control and exception handling. The combination delivers speed, accuracy, and scalability that manual operations cannot match.
Food and Beverage Manufacturing
Temperature-controlled environments and food safety requirements create challenging operating conditions. Robotic systems maintain consistent performance in cold storage while eliminating human exposure to harsh conditions.
Traceability requirements align perfectly with automated systems documenting every product movement. Batch tracking, expiry date management, and recall capabilities improve dramatically through integrated robotics and warehouse software.
Pharmaceutical and Healthcare Logistics
Regulatory compliance and zero-error requirements make pharmaceuticals ideal candidates for automation. Pharmaceutical automation solutions ensure proper storage conditions, verify lot numbers, and maintain complete chain-of-custody documentation.
Robotic dispensing systems eliminate human error in medication fulfillment while maintaining audit trails meeting regulatory standards. The combination of accuracy and documentation creates safer, more compliant operations.
Manufacturing and Industrial Distribution
Component manufacturers and industrial distributors manage vast SKU ranges with complex handling requirements. Robotic systems adapt to varying product dimensions, weights, and fragility levels through programmable grippers and intelligent control systems.
Packaging automation integrates with picking and sortation, creating end-to-end workflows from receiving through shipping preparation without manual intervention.
Future Outlook for Robotics and Manufacturing Integration
Technological advancement continues accelerating, with emerging capabilities expanding automation possibilities across previously challenging applications.
Autonomous Systems and Reduced Human Intervention
Research into autonomous manufacturing systems points toward facilities requiring minimal human oversight. Machine learning algorithms optimize operations continuously, identifying improvements human managers might never recognize.
Predictive maintenance evolves from scheduled servicing to condition-based interventions. Robots diagnose their own performance degradation and autonomously request maintenance before failures occur.
Sustainability and Energy Efficiency
Environmental considerations drive innovation in robotic design. Energy-efficient motors, regenerative braking systems, and optimized travel paths reduce operational costs while minimizing carbon footprints.
Automated warehouses require less climate control than manual facilities, as robots function effectively across wider temperature ranges than human workers tolerate comfortably. Lighting requirements decrease when robots navigate using sensors rather than visible light.
Democratization Through Accessible Technology
Declining costs and simplified implementation methodologies make robotics and manufacturing automation accessible to smaller organizations. The technology once requiring Fortune 500 budgets now serves mid-market businesses effectively.
Cloud-based robot fleet management, subscription-based pricing models, and modular deployment strategies lower barriers to entry. Organizations can test automation with limited initial investment, then scale based on demonstrated results.
Robotics and manufacturing automation has matured from experimental technology to operational necessity across logistics and distribution environments. Organizations implementing intelligent automation gain measurable advantages in productivity, accuracy, scalability, and competitive positioning. Automate-X combines cutting-edge robotics, sophisticated warehouse software, and comprehensive system integration to transform warehouse operations across New Zealand and Australia. Whether you operate e-commerce fulfillment, pharmaceutical distribution, food processing, or industrial logistics, our team designs automation solutions delivering sustainable operational excellence and measurable business results.