OBJECT DETECTION
Object vision detection system
Powerful object detection
Detect different types of object
Colors, shapes & sizes
Powerful TwinCAT vision software
The problem
Nutritional products sector has some of the most rigorous quality control standards, control and visibility across the entire supply chain must be guaranteed in order to deliver top quality products.
Canned products represent a significant portion of the market and are commonly delivered to the consumer with a scooping tool.
Missing scoops are considered to be a critical issue faced by Nutritional products manufacturers across New Zealand, as well as having more scoops than needed in a can. This can result in reclaims by client and negative consumer experience & feedback.
The solution
Automate-X has developed a powerful object detection vision system to identify the presence of a scoop inside a metal can.
This system works with different sizes of cans and can detect different types of scoops (colours, shapes & sizes).

Video
1000
Short three to four line explanation of the stat above for context.
90+
These stats should help persuade someone they can trust your business.
73
Quick bite-sized facts about your business to help build trust with visitors.
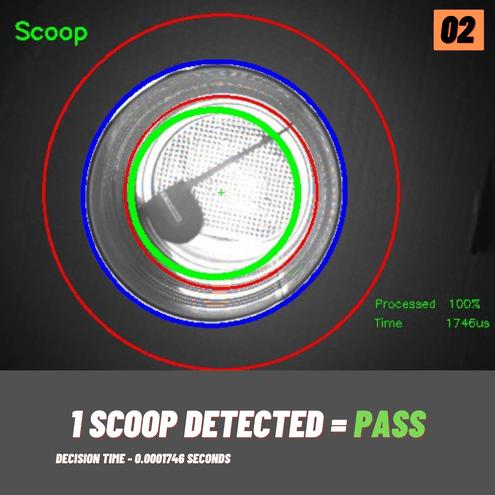
Scoop Detection System
A powerful object detection algorithm to identify the presence of a scoop inside a metal can. The system works with different sizes of cans and can detect different types of scoops (colors, shapes & sizes).
Built using Beckhoff’s TwinCAT vision software, running on Beckhoff IPC and using reliable Balluff Vision hardware components.
Image processing times are extremely short thanks to parallel execution of algorithms on multi-core processors. A typical elaboration time for this application is in the order of 0.17 – 0.185 per product.
Image
For complex & demanding applications CPU Cores can be dedicated to Vision algorithm resulting in a further decrease of elaboration times by 30-35% depending on the application and Vision functions used.
Image
Can tracking precisely detects the position of the Can on the conveyor and can compensate for trigger signal imprecisions.
System is user-friendly, results images and algorithm outcome are integrated into a functional yet simple HMI.
Image
Vision application is written in TwinCAT within the PLC program using IEC-61131-3 standard, allowing perfect integration with the rest of the machine/production line.
Image
Images of non-compliant products are timestamped and saves locally on the IPC to enable traceability of products. Images can then be transferred over company network over FTP to a data centre as backup.
This is only an example of many applications that can be created using this algorithm. Detection of various types of objects within almost any type of container can be performed.
We can help by completing feasibility studies on your product.